| т║ЪуАФжЁИ+т║ЪуЏљжЁИуџётцёуй«СИјУхёТ║љтїќТіђТю» | 1.т║ЪуАФжЁИ
№╝ѕ1№╝Ѕтцёуй«у▒╗тѕФ№╝џHW34
№╝ѕ2№╝Ѕтцёуй«т»╣У▒А
жђѓт«юућеС║јуѓ╝Т▓╣тјѓсђЂуЃитЪ║тїќсђЂтѕХуб▒УАїСИџтњїС╣ЎуѓћТ░ћтЏаУё▒Т░┤сђЂТЈљу║»ТЅђС║ДућЪуџёт║ЪуАФжЁИсђѓ
№╝ѕ3№╝Ѕтцёуй«тиЦУЅ║Тќ╣ТАѕ
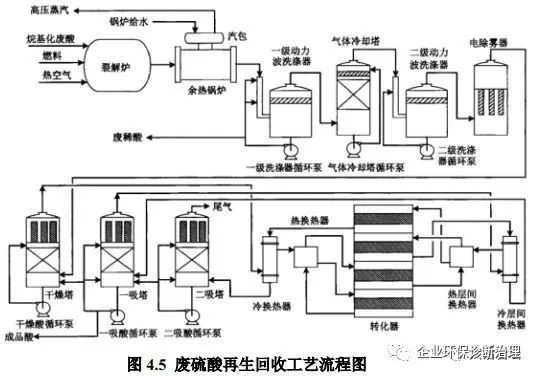
жђѓућеС║јтцёуљєТЮѓУ┤етљФжЄЈжФўУђїСИЇУЃйжЄЄућеТхЊу╝ЕтиЦУЅ║тЏъТћХуџёжФўТхЊт║дт║ЪуАФжЁИсђѓт║ЪуАФжЁИтюежФўТИЕСИІУБѓУДБтѕХТѕљС║їТ░ДтїќуАФТ░ћСйЊ№╝їтѕХтЙЌуџёС║їТ░ДтїќуАФтєитЇ┤тљју╗ЈУДдтфњтѓгтїќУйгтїќТѕљСИЅТ░ДтїќуАФ№╝їжџЈтљјућеТхЊуАФжЁИтљИТћХ№╝їућЪТѕљтЈЉуЃЪуАФжЁИ№╝їтєЇућеуеЇуеђуџёуАФжЁИт░єтЁХуеђжЄіТѕљ98%уџёТхЊуАФжЁИсђѓуёџуЃДт░ЙТ░ћу╗ЈУ┐ЄтљИТћХ№╝їТїЄТаЄУЙЙтѕ░ТјњТћЙТаЄтЄєтљјТјњтЁЦтцДТ░ћсђѓ
№╝ѕ4№╝ЅтиЦУЅ║ТхЂуеІ
РЉаУБѓУДБтиЦт║Ј№╝џт║ЪуАФжЁИтќитЁЦт║ЪжЁИУБѓУДБуѓЅ№╝їтюежФўТИЕСИІт║ЪжЁИУБѓУДБТѕљSO2сђЂO2сђЂCO2тњїH2O№╝їУ┐Џт║ЪуЃГжћЁуѓЅтЏъТћХт║ЪуЃГ№╝їжЎЇТИЕУЄ│350РёЃсђѓ
РЉАтЄђтїќтиЦт║Ј№╝џуѓЅТ░ћтюетєитЇ┤тАћтєЁућеуеђуАФжЁИтќиТиІТ┤ЌТХц№╝їтєЇу╗ЈжЌ┤тєитЎежЎцуЃГсђЂућхжЎцжЏЙтЎежЎцжЏЙтљјжђЂтЁЦт╣▓уЄЦтАћсђѓ
РЉбУйгтїќтиЦт║Ј№╝џуѓЅТ░ћУ┐ЏтЁЦРЁбРЁа-РЁАРЁцРђю3+1РђЮСИцТгАУйгтїќТЇбуЃГТхЂуеІУйгтїќСИ║SO3сђѓ
РЉБт╣▓тљИтиЦт║Ј№╝џSO3у╗ЈТ░┤ТѕќуеђуАФжЁИтљИТћХТѕљСИ║98%уџёТхЊуАФжЁИсђѓ
 2.т║ЪуЏљжЁИ
№╝ѕ1№╝Ѕтцёуй«у▒╗тѕФ№╝џHW34
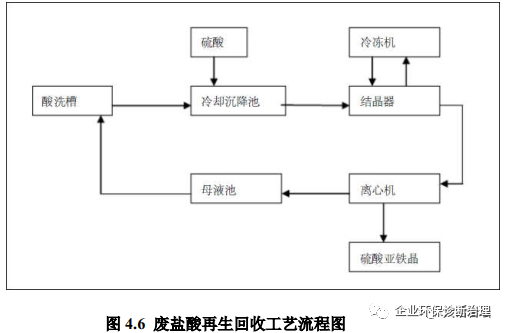
№╝ѕ2№╝Ѕтцёуй«т»╣У▒Ажђѓт«юућеС║јжњбТЮљжЁИТ┤ЌтиЦТ«хуџёжЁИТ┤Ќт║ЪТ░┤уџётцёуљє№╝їУ»ЦтиЦУЅ║т«ъуј░РђюжЏХРђЮТјњТћЙсђѓ
№╝ѕ3№╝Ѕтцёуй«тиЦУЅ║Тќ╣ТАѕжЄЄтЈќтєитЇ┤у╗ЊТЎХтиЦУЅ║тѕєтѕФтЏъТћХуАФжЁИтЈіТ░┤тњїуАФжЁИС║џжЊЂуџёу╗╝тљѕТ▓╗уљєТћ╣жђаТќ╣ТАѕсђѓТа╣ТЇ«уАФжЁИС║џжЊЂуџёТ║ХУДБт║дуЅ╣ТђД№╝їС╗ЦтЈіжЁИТ┤ЌтиЦт║ЈуџётиЦУЅ║уЅ╣уѓ╣№╝їтЏаТГцт░єтюежЁИТ┤ЌТИЕт║д(65 РёЃтидтЈ│) ТЮАС╗ХСИІТјЦУ┐ЉуАФжЁИС║џжЊЂжЦ▒тњїуіХТђЂуџёуАФжЁИт║ЪТХ▓У┐ЏУАїтіажЁИтєитє╗у╗ЊТЎХ№╝їСй┐тЁХУЙЙтѕ░У┐ЄжЦ▒тњїТЮАС╗ХУђїу╗ЊТЎХТъљтЄ║№╝їС╗јУђїт«ъуј░т║ЪуАФжЁИТ»ЇТХ▓уџётЏъТћХтѕЕућетЈітЅ»С║ДуАФжЁИС║џжЊЂТ░┤тљѕТ▓ЅТиђуЅЕсђѓ№╝ѕ4№╝ЅтиЦУЅ║ТхЂуеІРЉатљЉжЁИТ┤Ќт║ЪТХ▓СИГтіатиЦСИџуАФжЁИ№╝їуАФжЁИТхЊт║дућ▒10%ТЈљжФўтѕ░24-25%№╝їС╗ЦТЈљжФўт║ЪТХ▓уџёжЁИт║дтњїуАФжЁИС║џжЊЂуџёжЦ▒тњїт║д№╝ЏРЉАтљФуАФжЁИТхЊт║д24- 25%уџёт║ЪжЁИТХ▓тіатЁЦтєитЇ┤ТДй№╝їУЄфуёХжЎЇТИЕтєитЇ┤тѕ░30РёЃсђѓС╗ЦжЎЇСйјуАФжЁИС║џжЊЂуџёТ║ХУДБт║д№╝Џ-РЉб30 РёЃуџёт║ЪжЁИТХ▓Т│хтЁЦу╗ЊТЎХтЎеСИГ№╝їтіатєитє╗уЏљТ░┤тєитЇ┤УЄ│5РёЃ№╝їжЌ┤ТГЄТЊЇСйю№╝їу╗Ду╗ГжЎЇСйјуАФжЁИС║џжЊЂуџёТ║ХУДБт║д№╝ЏРЉБСИ║УЙЙтѕ░ТъљтЄ║СИ┤уЋїТИЕт║д№╝їт║ЪжЁИТХ▓УбФтєитЇ┤тѕ░5РёЃ№╝їтцДжЃетѕєуАФжЁИС║џжЊЂтЉѕСИЃТ░┤уАФжЁИС║џжЊЂу╗ЊТЎХТъљтЄ║сђѓРЉцу╗ЊТЎХТќЎТхєТхЂтЁЦС║║тиЦтЇИТќЎуџёСИЅУХ│т╝Јуд╗т┐ЃТю║СИГжЌ┤ТГЄТЊЇСйю№╝їтѕєуд╗уАФжЁИС║џжЊЂтЏъТћХтѕЕуће№╝їТГцтЏъТћХТЎХСйЊжЄЄућеС║║тиЦтїЁУБЁ№╝їС║║тіЏУ┐љУЙЊтЁЦт║ЊсђѓРЉЦТ»ЇТХ▓УЄфТхЂтЁЦТ»ЇТХ▓ТДй№╝їуёХтљјТ│хжђЂТ»ЇТХ▓У┐ЏтЁЦжЁИТ┤ЌТДй№╝їт╣ХтіатЁЦТ░┤У░ЃУіѓуАФжЁИТхЊт║дУЄ│25%тидтЈ│№╝їтЈ»С╗ЦуЏ┤ТјЦжђЂтЁЦжЁИТ┤ЌТДйСИГУ┐ЏУАїжЁИТ┤Ќ№╝їтЇ│УЙЙтѕ░тЏъТћХтѕЕућеСйюуће№╝їт«ъуј░РђюжЏХРђЮТјњТћЙсђѓ
 |
|








 УІЈтЁгуйЉт«ЅтцЄ32050502011892
УІЈтЁгуйЉт«ЅтцЄ32050502011892